Induction Quenching Machine
CNC Induction Quenching Machine Tools

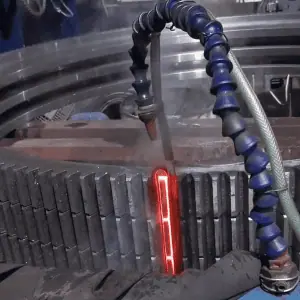
Induction hardening is used in particular for the hardening/quenching of bearing surfaces and shafts as well as intricately shaped parts where only a specific area needs to be heated.
Through the choice of the operating frequency of the induction heating system, the resulting depth of penetration is defined.
Additionally, it can be decided if the area is to be hardened in the air, with water or with a special hardening emulsion. Depending on the cooling medium, different degrees of hardness are achieved.

Induction hardening can be realized as a manual or automated solution. There is also the possibility to harden in a continuous process.
- Suitable for hardening and tempering of various workpieces, such as induction hardening of shafts, gears, guide rails, discs, pins, and other parts;
- It has the functions of continuous hardening, simultaneous hardening, segmented continuous hardening, and segmented simultaneous hardening;
- Use numerical control system or PLC and frequency conversion speed regulation system to realize workpiece positioning and scanning, and connect PLC and induction heating power supply to realize fully automated production.
- Vertical (hardening of shaft parts) + horizontal (hardening of gear ring parts)
Hardening is one of HLQ induction heating power systems’s main application areas. Hundreds of our hardening solutions are at work around the world—many of them within the automotive industry.
The main benefit of induction heating for hardening is that it takes just a few seconds. In a furnace, the same process can take hours or even days. How is that possible?

The answer is that induction is phenomenal at generating heat fast. This, in turn, means you can integrate hardening in the production process. Hardening in a furnace, on the other hand, is more time-consuming (greater heat loss) and requires moving the components either to your own furnace or to that of a subcontractor.
In-line integration of hardening reduces your lead times considerably.
You get full control over quality, delivery times and costs. There’s no need to transport kilos of components back and forward, which saves energy and the environment.And last but not least, you cut down the amount of administration to a minimum.
HLQ Induction Heating Power Systems has many years of experience in inductive hardening and tempering of diverse workpieces. At the heart of each Hardening system is HLQ Induction Heating Power Systems Induction Heat Power Source, the industry’s most advanced induction frequency converter. These acclaimed converters help ensure optimum hardening results—day in day out, year after year

The induction hardening machine includes Vertical Scanning , Horizontal (centerless) Scanning and customized machines—and serial and/or parallel compensated induction power sources with a wide range of output power and frequencies.
- This series hardening machine tool uses numberic control technology, has continuous, simultaneous, sectionally-continuous and sectionally-silultaneous quenching functions, it is mainly used for induction quenching of shafts, discs, pins and gears, and featured by high quenching precision. hardening machine tool used by connecting with medium frequency, superaudio frequency, high frequency and ultrahigh frequency induction heating machine.
- CNC quenching/hardening machine tool feature:
- CNC system:The high-frequency quenching machine CNC system can compile and store a variety of quenching process programs according to different workpiece requirements.
- HMI: programming type and human machine interface displays in English and Chinese.
- Control adjust: it can control the heating power to start, stop, parts heating and cooling time, rotation speed and movement speed.
- Lathe: adopt welded structure with good rust-proof functions.
- Top adjustment parts: adopt electric adjustment, to realize clamping of different length work piece.
- Work table system: adopt ball screw and servo motor to drive, driving light, high guide precision and accurate positioning.
- Main shaft rotation system: adopt variable frequency regulating to realize parts rotation speed continuous adjusted.
- Electric control part: the machine tool has power-loosing protection function, has high safety and reliability.
- Frame: made by thick steel plates, with window and sliding doors, prevent water splash, easy to load parts and monitor hardening process.
 CNC vertical hardening/quenching machine tool
CNC vertical hardening/quenching machine tool
This series hardening machine tool uses numberic control technology, has continuous, simultaneous, sectionally-continuous and sectionally-silultaneous quenching functions, it is mainly used for induction quenching of shafts, discs, pins and gears, and featured by high quenching precision. hardening machine tool used by connecting with medium frequency, superaudio frequency, high frequency and ultrahigh frequency induction heating machine.

According to the different of workpiece, there are vertical type, horizontal type,closed type, customized type, etc.
1.Standard SK-500/1000/1200/1500 workpiece moving type For shafts, discs, pins and gears hardening
2.SK-2000/2500/3000/4000 Transformer moving type , Used for heating length more than 1500mm shaft
3.Closed type : Customized for big shaft ,More clean work environment.
4.Horizontal hardening machine tool
SK-500/1000/1200/1500/2000/2500/3000/4000 Used for smooth shaft
5.Customized type
Technical Parameter
| Model | SK-500 | SK-1000 | SK-1200 | SK-1500 |
| Max heating length(mm) | 500 | 1000 | 1200 | 1500 |
| Max heating diameter(mm) | 500 | 500 | 600 | 600 |
| Max holding length(mm) | 600 | 1100 | 1300 | 1600 |
| Max weight of workpiece(Kg) | 100 | 100 | 100 | 100 |
| Workpiece rotation speed(r/min) | 0-300 | 0-300 | 0-300 | 0-300 |
| workpiece moving speed(mm/min) | 6-3000 | 6-3000 | 6-3000 | 6-3000 |
| Cooling method | Hydrojet cooling | Hydrojet cooling | Hydrojet cooling | Hydrojet cooling |
| Input voltage | 3P 380V 50Hz | 3P 380V 50Hz | 3P 380V 50Hz | 3P 380V 50Hz |
| Motor power | 1.1KW | 1.1KW | 1.2KW | 1.5KW |
| Dimension LxWxH (mm) | 1600 x800 x2000 | 1600 x800 x2400 | 1900 x900 x2900 | 1900 x900 x3200 |
| weight(Kg) | 800 | 900 | 1100 | 1200 |
| Model | SK-2000 | SK-2500 | SK-3000 | SK-4000 |
| Max heating length(mm) | 2000 | 2500 | 3000 | 4000 |
| Max heating diameter(mm) | 600 | 600 | 600 | 600 |
| Max holding length(mm) | 2000 | 2500 | 3000 | 4000 |
| Max weight of workpiece(Kg) | 800 | 1000 | 1200 | 1500 |
| workpiece rotation speed(r/min) | 0-300 | 0-300 | 0-300 | 0-300 |
| workpiece moving speed(mm/min) | 6-3000 | 6-3000 | 6-3000 | 6-3000 |
| Cooling method | Hydrojet cooling | Hydrojet cooling | Hydrojet cooling | Hydrojet cooling |
| Input voltage | 3P 380V 50Hz | 3P 380V 50Hz | 3P 380V 50Hz | 3P 380V 50Hz |
| Motor power | 2KW | 2.2KW | 2.5KW | 3KW |
| Dimension LxWxH (mm) | 1900 x900 x2400 | 1900 x900 x2900 | 1900 x900 x3400 | 1900 x900 x4300 |
| weight(Kg) | 1200 | 1300 | 1400 | 1500 |

CNC hardening/quenching machine tool feature:
1.CNC system:The high-frequency hardening machine CNC system can compile and store a variety of quenching process programs according to different workpiece requirements.
2.HMI: programming type and human machine interface displays in English and Chinese.
3.Control adjust: it can control the heating power to start, stop, parts heating and cooling time, rotation speed and movement speed.
4.Lathe: adopt welded structure with good rust-proof functions.
5.Top adjustment parts: adopt electric adjustment, to realize clamping of different length work piece.
6.Work table system: adopt ball screw and servo motor to drive, driving light, high guide precision and accurate positioning.
7.Main shaft rotation system: adopt variable frequency regulating to realize parts rotation speed continuous adjusted.
8.Electric control part: the machine tool has power-loosing protection function, has high safety and reliability.
9.Frame: made by thick steel plates, with window and sliding doors, prevent water splash, easy to load parts and monitor induction hardening process.