



induction post weld heat treatment systems induction pwht machines
What Is an Induction PWHT System?
An induction PWHT system / inductioin post weld heat treatment system is a heat treatment solution designed to minimize residual stresses in materials and improve their mechanical properties after welding. Using the principle of electromagnetic induction, the system generates heat directly within the material, allowing for localized and controlled heating. Unlike traditional methods such as furnace heating or resistance heating, induction PWHT offers faster, more energy-efficient, and precise heat treatment processes, making it ideal for industries that demand high-quality welded components.
How It Works
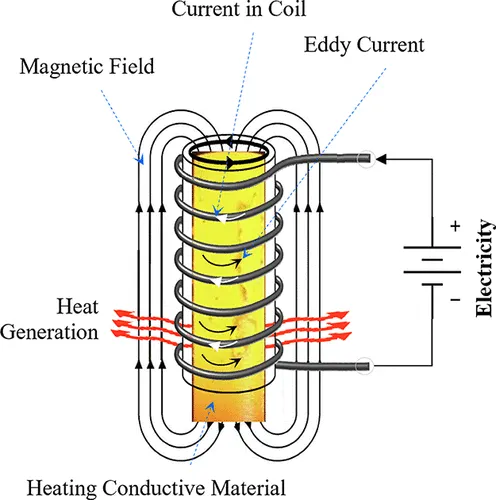
- Induction Coil/Blanket: A coil or flexible induction blanket is placed around or near the weld area.
- Electromagnetic Field Generation: The machine’s power supply converts AC line power into a specific frequency (often in the range of 2 kHz to 25 kHz).
- Eddy Currents and Heat Generation: The electromagnetic field induces eddy currents in the metal, causing it to heat from within.
- Temperature Control: Thermocouples attached near the weld provide feedback to the control system (PLC). This regulates power output to achieve a precise temperature profile according to PWHT procedures.
Why Use Induction for PWHT?
- Rapid, Accurate Heating: Induction offers faster heat-up rates and finely controlled temperature, minimizing quality issues such as cracking or incomplete stress relief.
- Energy Efficiency: Induction systems are often more efficient than traditional resistance or furnace heating. Energy is focused directly into the area that needs heat.
- Portability and Flexibility: Compared to large furnaces, induction PWHT units (with flexible coils/blankets) allow on-site or in-place treatment. This is especially useful for large components or fixed installations (e.g., piping in refineries).
- Automation and Monitoring: Most induction PWHT machines have built-in data logging, recipe management, and alarm systems, simplifying compliance with codes (like ASME, AWS) and ensuring process traceability.
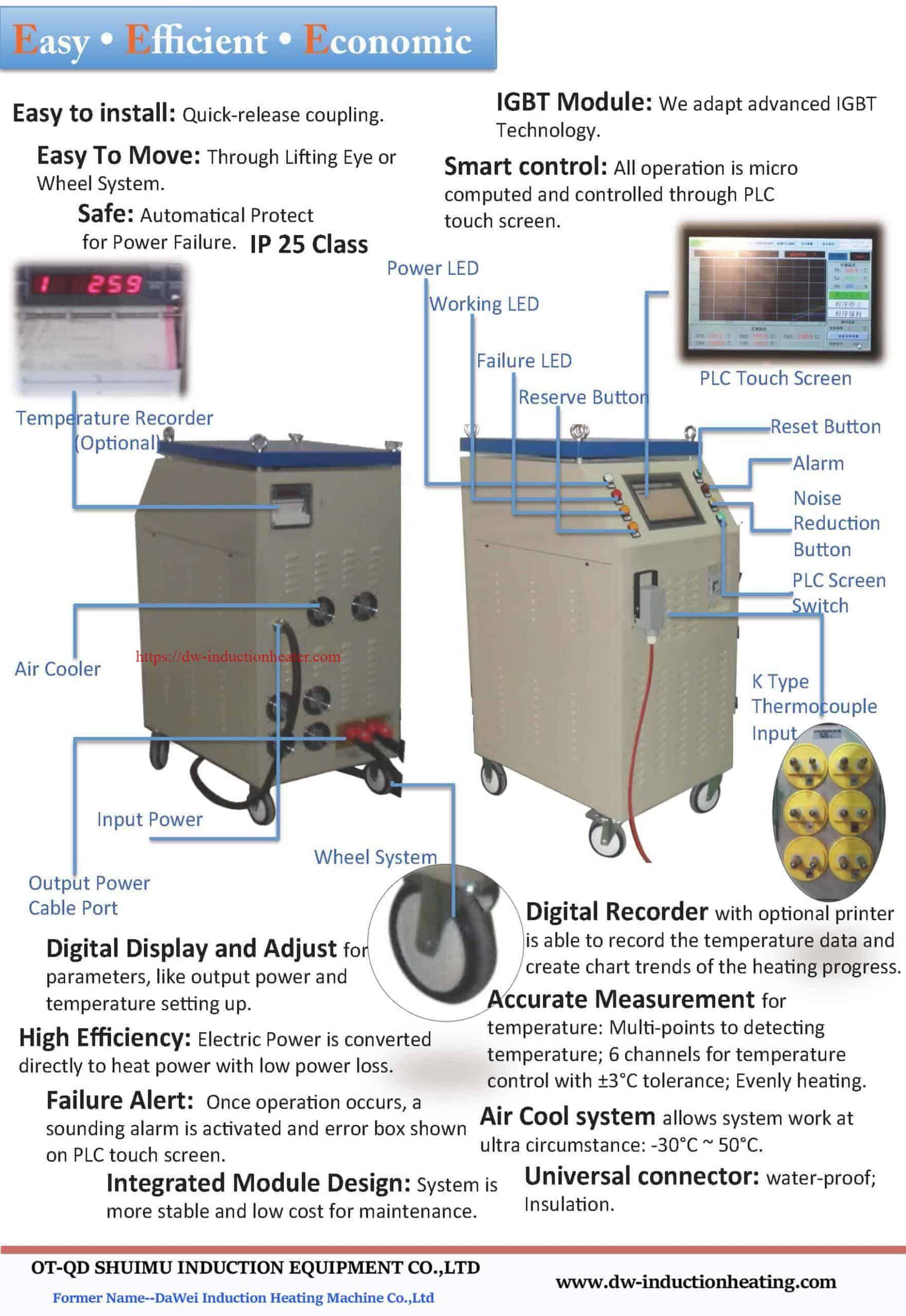
Typical Features of an Induction PWHT Machine
- Power Rating Range: Machines can range from small 30 kW units to large 300+ kW systems, depending on thickness, material type, and part size.
- Frequency Range: Usually between 2 kHz and 25 kHz, optimized for depth of heat penetration needed.
- Multiple Heating Channels (Zones): Allow simultaneous treatment of multiple joints or complex weld geometries.
- Advanced Control: Touchscreen HMI (Human-Machine Interface), PLC-based control, multi-thermocouple inputs, and data-logging options.
- Cooling Method: Depending on the power rating, induction power supplies may be air- or water-cooled.
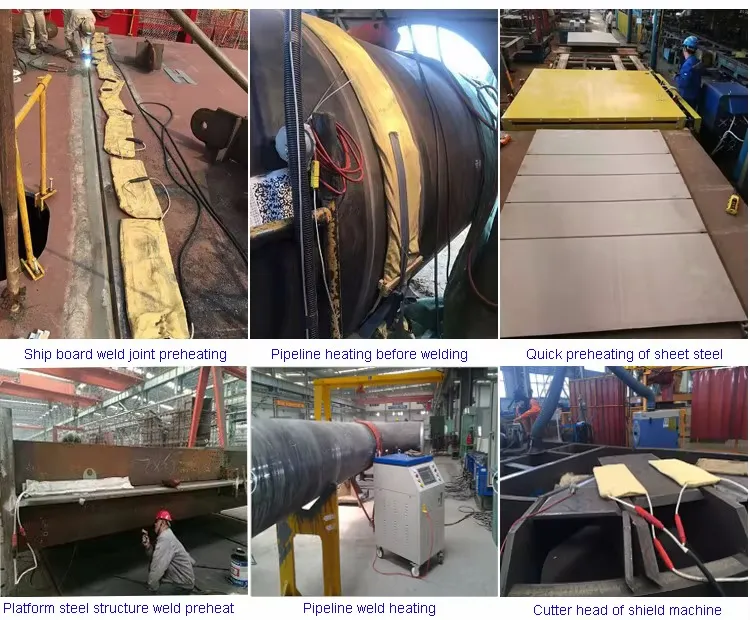
Applications of Induction PWHT Machines in the Pipeline Field
 Post-weld heat treatment (PWHT) is a crucial process in the pipeline industry, especially in high-pressure and high-temperature applications. By using induction heating technology to perform PWHT, pipeline fabricators and operators can achieve precise, consistent temperature control while reducing overall treatment times. Below are the key applications and benefits of induction-based PWHT in the pipeline field:
Post-weld heat treatment (PWHT) is a crucial process in the pipeline industry, especially in high-pressure and high-temperature applications. By using induction heating technology to perform PWHT, pipeline fabricators and operators can achieve precise, consistent temperature control while reducing overall treatment times. Below are the key applications and benefits of induction-based PWHT in the pipeline field:
1. Construction of New Pipelines
- Long Seam Welds
- Large-diameter pipelines often require multiple passes and complex weld joints. Induction PWHT can be used to perform uniform heat treatment along the entire seam, improving weld quality and reducing the risk of cracking.
- Tie-In Welds
- During installation or expansion projects, tie-in welds connect different pipeline segments. Consistent heat treatment of these welds using induction reduces residual stress and helps ensure long-term integrity, especially in pipelines intended for high-pressure service.
- Field Joints in Remote Areas
- Induction PWHT equipment designed for portability can be transported to remote pipeline construction sites or rugged terrains. The efficient setup and faster heat-up/cool-down cycles are particularly beneficial when working in challenging conditions with limited resources.
2. Pipeline Repairs and Maintenance
- Crack Repair
- Pipelines may develop cracks due to fatigue, corrosion, or mechanical damage. Induction PWHT helps relieve residual stresses in the repaired weld zone, lowering the risk of further crack propagation and extending pipeline service life.
- Hot Tapping and Branch Additions
- When pipeline modifications are needed (such as adding branches or new connections), welds can undergo induction-based PWHT to enhance ductility, toughness, and overall reliability.
- Section Replacement
- If a pipeline section is removed and replaced, induction PWHT is often used on the new welds to ensure similar metallurgical properties and stress distribution as the original pipeline sections.
- If a pipeline section is removed and replaced, induction PWHT is often used on the new welds to ensure similar metallurgical properties and stress distribution as the original pipeline sections.

3. Compliance with Industry Standards and Codes
- ASME and API Standards
- Many pressure piping codes (e.g., ASME B31.3, ASME B31.4, ASME B31.8, and API standards) specify PWHT for certain materials, thicknesses, and service scenarios. Induction PWHT machines provide precise temperature control and computerized documentation, helping operators meet these regulatory requirements.
- Hardness Reduction
- By evenly distributing heat across the weld area, induction systems help reduce hardness in the heat-affected zone (HAZ)—a requirement in some code-stipulated procedures to minimize the risk of hydrogen-induced cracking.
- Material-Specific Requirements
- Certain alloyed steels—such as chrome-moly (Cr-Mo) or other high-strength low-alloy (HSLA) steels—may demand strict thermal profiles. Induction PWHT allows custom temperature ramp-up, hold times, and controlled cooling to achieve the desired microstructure.
4. Benefits of Induction PWHT in Pipeline Applications
- Faster Heating Cycles
- Induction heating delivers heat directly and efficiently to the weld zone, significantly reducing heat-up time compared to traditional methods (like resistance coils or gas-fired furnaces).
- Accurate, Uniform Heat Distribution
- Automated control systems enable precise temperature regulation and uniform coverage around the circumference of the pipe. This homogeneity is critical for meeting mechanical and metallurgical requirements.
- Mobility and Ease of Setup
- Modern induction PWHT machines are designed to be lightweight and portable, making them ideal for field use where large furnaces or permanent setups are impractical.
- Energy Efficiency
- Because induction heating focuses energy on the weld zone rather than heating large surrounding areas, overall power consumption is reduced, resulting in cost efficiency—especially important for large pipeline projects.
- Improved Safety
- Induction heating systems eliminate the need for open flames or high-temperature fuel-fired environments, reducing fire risk and improving on-site safety.
- Induction heating systems eliminate the need for open flames or high-temperature fuel-fired environments, reducing fire risk and improving on-site safety.

5. Common Pipeline PWHT Procedures with Induction
- Pre-heating
- Prior to welding, induction technology may also be employed for pre-heating the pipe or fittings, especially when working with thick-walled or high-strength materials. This helps prevent rapid cooling and subsequent cracking in the weld area.
- Prior to welding, induction technology may also be employed for pre-heating the pipe or fittings, especially when working with thick-walled or high-strength materials. This helps prevent rapid cooling and subsequent cracking in the weld area.
- Controlled Ramp-Up and Soaking
- Induction equipment allows for custom heat ramp-up rates, which ensures gradual heating of the weld joint. Once the target temperature (often in the 600–700°C range, depending on material) is reached, it is held for a prescribed duration (soaking stage) to relieve internal stresses.
- Controlled Cool-Down
- A gradual cool-down phase is critical to avoid the formation of brittle microstructures. With induction systems, operators can program the cooling rate to meet specific material requirements.

Use Cases and Benefits
- Pressure Vessels and Pipelines: Ensures weld integrity in oil & gas, power generation, and petrochemical applications.
- Heavy Fabrication: Relieves residual stress in large structures such as ship sections, heavy machinery components, and structural steel assemblies.
- Repairs and Maintenance: Ideal for in-situ weld repairs (e.g., turbines, boiler tubes, and complex piping) without dismantling large assemblies.
- Code Compliance: Many standards (ASME, AWS, EN) require post weld heat treatment for certain materials and thicknesses to ensure mechanical integrity.
Below is an illustrative technical parameters table for induction PWHT (Post Weld Heat Treatment) machines with power ratings of 60 kW, 80 kW, 120 kW, 160 kW, 200 kW, 240 kW, and 300 kW. Actual specifications may vary by manufacturer, so treat these figures as typical reference values.
Technical Parameters of Induction PWHT Machines (60 kW to 300 kW)
| Parameter | 60 kW | 80 kW | 120 kW | 160 kW | 200 kW | 240 kW | 300 kW |
|---|---|---|---|---|---|---|---|
| Power Rating | 60 kW | 80 kW | 120 kW | 160 kW | 200 kW | 240 kW | 300 kW |
| Input Voltage (3‑Phase) | 380–415 V<br>(50/60 Hz) | 380–415 V<br>(50/60 Hz) | 380–415 V<br>(50/60 Hz) | 380–480 V<br>(50/60 Hz) | 380–480 V<br>(50/60 Hz) | 380–480 V<br>(50/60 Hz) | 380–480 V<br>(50/60 Hz) |
| Output Frequency Range | 5–25 kHz | 5–25 kHz | 5–25 kHz | 5–25 kHz | 2–25 kHz | 2–25 kHz | 2–25 kHz |
| Rated Current (Approx.) | ~90–100 A | ~120–130 A | ~180–200 A | ~240–260 A | ~300–320 A | ~350–380 A | ~450–480 A |
| Heating Channels (Zones) | 1–2 | 2–4 | 2–4 | 4–6 | 4–6 | 4–6 | 6–8 |
| Temperature Range | Up to ~850 °C | Up to ~850 °C | Up to ~850 °C | Up to ~900 °C | Up to ~900 °C | Up to ~900 °C | Up to ~900 °C |
| Temperature Control Accuracy | ± 5–10 °C | ± 5–10 °C | ± 5–10 °C | ± 5–10 °C | ± 5–10 °C | ± 5–10 °C | ± 5–10 °C |
| Cooling Method | Air or Water-Cooled Power Module | Air or Water-Cooled Power Module | Water-Cooled Power Module | Water-Cooled Power Module | Water-Cooled Power Module | Water-Cooled Power Module | Water-Cooled Power Module |
| Duty Cycle (at Max Power) | ~80–100% (Continuous) | ~80–100% (Continuous) | ~80–100% (Continuous) | ~80–100% (Continuous) | ~80–100% (Continuous) | ~80–100% (Continuous) | ~80–100% (Continuous) |
| Control System | PLC/HMI Touchscreen, Data Logging | PLC/HMI Touchscreen, Data Logging | PLC/HMI Touchscreen, Data Logging | PLC/HMI Touchscreen, Data Logging | PLC/HMI Touchscreen, Data Logging | PLC/HMI Touchscreen, Data Logging | PLC/HMI Touchscreen, Data Logging |
| Dimensions (L×W×H, Approx.) | 0.8×0.7×1.4 m | 1.0×0.8×1.5 m | 1.1×0.9×1.6 m | 1.2×1.0×1.7 m | 1.3×1.1×1.8 m | 1.4×1.2×1.8 m | 1.6×1.4×2.0 m |
| Weight (Approx.) | ~250 kg | ~300 kg | ~400 kg | ~500 kg | ~600 kg | ~700 kg | ~900 kg |
Notes:
- Input Voltage: The higher the power rating, the wider the acceptable input voltage range may be (some models can operate at up to 480 V or 690 V).
- Output Frequency: Lower frequencies penetrate the material more deeply, which is often advantageous for thick-walled components. Adjustable frequency helps optimize heat distribution.
- Heating Channels (Zones): Multiple independent channels allow simultaneous PWHT on multiple joints or more complex geometries.
- Cooling Method: Smaller units sometimes use forced-air cooling; higher-power units most often employ water or glycol-based coolant circuits.
- Duty Cycle: Indicates the machine’s ability to operate continuously at full power. Most induction PWHT equipment offers near-continuous operation (80–100%) if adequately cooled.
- Dimensions & Weight: These vary widely based on enclosure type (open frame, cabinet), cooling configuration, and optional extras (like cable stowage or integrated spool systems).
Additional Considerations for Induction PWHT Equipment
- Coil/Inductor Type: Flexible blankets, cables, or rigid coils may be provided, depending on the application.
- Data Logging & Reporting: Many systems feature built-in data recorders for precise temperature/time traceability, crucial for code compliance (e.g., ASME, AWS).
- Thermocouple Inputs: Typically supports multiple thermocouples for accurate monitoring of various weld zones.
- Safety & Alarms: Over-temperature, low coolant flow, and ground-fault detection are standard safety features.
For exact details, it’s recommended to consult the manufacturer or supplier, who will tailor parameters (like coil design, control software, or advanced features) to your specific weld procedures and material requirements.
Conclusion
Induction PWHT Systems represent a significant advancement in post-weld heat treatment technology. By leveraging the power of electromagnetic induction, they deliver faster, more efficient, highly controlled, and uniform heating compared to traditional methods. From pipeline construction to complex pressure vessel fabrication, induction PWHT enhances weld integrity, improves safety, boosts productivity, and ensures compliance with stringent industry standards, ultimately contributing to the long-term reliability and safety of critical welded structures.



