
Brazing Copper T-Pipes with Induction Heating
Copper pipes are a staple in HVAC systems, plumbing networks, and other industrial applications. When it comes to joining copper T-pipes, brazing is often the go-to technique due to its strength and reliability. However, traditional brazing methods have their limitations, such as uneven heating or long process times. Enter induction brazing—a modern, precise, and efficient alternative transforming the way professionals approach pipe joining.
Whether you’re just stepping into the world of brazing or you’re a seasoned technician looking to explore new methods, this guide breaks down everything you need to know about brazing copper T-pipes using induction heating.
Why Choose Induction Brazing for Copper T-Pipes?
Induction brazing is a game-changer for several reasons. Instead of using an open flame or other conventional heating methods, it employs electromagnetic induction to generate heat directly in the material. For professionals in HVAC, welding, and plumbing, this offers multiple advantages:
Benefits of Induction Brazing:
- Precision Heating: Provides targeted heating specifically to the joint area, ensuring precision and efficiency while avoiding unnecessary heating or potential damage to surrounding materials and components. This focused approach enhances performance and reliability during the process.
- Faster Process: Cuts brazing time significantly compared to traditional torch-based techniques, allowing for faster and more efficient workflow while maintaining high-quality results.
- Safety: Eliminates the need for open flames, significantly reducing the risk of accidental fires and minimizing the chance of operator burns, making it a much safer option for various applications.
- Consistency: Ensures uniformly heated joints, delivering consistent, high-strength results that enhance durability, reliability, and performance in every application. This precise heating process minimizes defects, reduces the risk of failures, and guarantees optimal results for long-lasting functionality.
- Environmentally Friendly: Produces fewer fumes and operates more efficiently, making it a cleaner and more environmentally friendly approach that reduces pollution and promotes sustainability.
If you’re still relying solely on a torch for brazing copper pipes, it’s time to consider the future-proof efficiency of induction brazing systems.
Step-by-Step Guide to Brazing Copper T-Pipes Using Induction
Follow these six simple steps to master induction brazing for copper T-pipes:
Step 1: Prepare the Pipes
- Use a tube cutter to cut the copper pipes precisely.
- Deburr the pipe edges with a deburring tool to eliminate any sharp edges or obstructions.
- Clean the pipe surfaces and joint areas with a wire brush or sandpaper to remove dirt, oils, and oxidation.
Step 2: Apply Flux and Position the Pipes
- Apply an even coat of a compatible brazing flux to both the pipe and T-joint, ensuring all surfaces are adequately covered. This flux is essential for preventing oxidation during the heating process and promotes a smooth, even flow of the brazing alloy for a strong, reliable bond. Make sure to choose a flux that matches the materials being joined for optimal results.
- Carefully assemble the pipes, ensuring they fit snugly together and are properly aligned. Proper alignment at this stage is crucial to avoid any gaps or imperfections in the joint that could weaken the connection or cause leaks later on. Take your time to adjust the pieces as needed before moving to the next step.
Step 3: Set Up the Induction Heating System
- Choose a suitable induction brazing heater that meets the requirements of your specific application and connect the induction brazing coil, which should be carefully designed to snugly fit around the pipe joint for optimal heating efficiency and uniformity. Ensure the coil is securely attached and positioned correctly for precise heating.
- Calibrate the system by setting the desired temperature and power levels according to the specifications of the brazing alloy you are using. This involves considering factors such as the melting point of the alloy and the material of the pipe joint. Double-check the settings to ensure consistent results and avoid overheating or underheating the joint.
Step 4: Heat the Joint
- Carefully position the induction coil directly over the joint, ensuring it is properly aligned for even heating, and activate the system to begin the heating process.
- Use a pyrometer or thermal camera to monitor the temperature of the joint in real-time for accurate control. Copper typically requires brazing at temperatures over 1,100°F (593°C), so maintaining consistent monitoring helps to ensure the process stays within the optimal range for a strong, reliable bond.
Step 5: Apply the Brazing Alloy
- Once the optimal temperature is reached, carefully feed the silver-based brazing alloy into the joint using a steady hand. The heat will melt the alloy, allowing capillary action to draw it seamlessly into the joint. This process ensures the joint is fully sealed, creating a strong and durable bond that can withstand significant stress and prevent leaks over time. Take your time to ensure even distribution for the best results.
Step 6: Cool and Inspect
- Allow the joint to cool naturally at room temperature to prevent stress-induced cracking, which can occur if the cooling process is accelerated or uneven. Avoid using fans or water to cool the joint.
- Carefully inspect the brazed joint for uniformity, ensuring the filler metal has flowed evenly across the surfaces. Check for any gaps, pores, or imperfections that could compromise the strength or durability of the joint.
Congratulations! You’ve successfully brazed a copper T-pipe using induction heating.
Essential Equipment for Induction Brazing Copper T-Pipes
Here’s a checklist of tools and materials you’ll need for effective induction brazing:
- Induction Heating System: The core of the setup, this system provides the power needed for precision heating, ensuring consistent and controlled temperatures for brazing copper joints effectively.
- Induction Coil: A custom-designed coil that wraps snugly around the copper T-pipe joint, focusing the heat precisely where it is needed to achieve a strong and clean bond.
- Temperature Monitoring: A pyrometer or thermal camera is crucial for tracking and controlling heat levels in real time, preventing overheating or underheating during the brazing process.
- Brazing Alloy: A high-quality silver-based alloy specifically designed for copper joints, ensuring a strong, leak-proof connection that can withstand pressure and temperature variations.
- Flux: An essential substance that prevents oxidation during heating and promotes smooth and even flow of the brazing alloy for a seamless joint.
- Cooling Unit: A vital component that prevents the induction heating system from overheating during extended use, ensuring optimal performance and a longer lifespan.
- Protective Gear: Safety glasses, heat-resistant gloves, and flame-resistant clothing are mandatory to protect against high temperatures, hot metals, and potential sparks during the brazing process.
- Cleaning Tools: Includes tools like deburring instruments and wire brushes to prepare the copper surface by removing dirt, oxidation, and imperfections, ensuring a clean and proper bond.
Investing in the right equipment not only ensures successful brazing but also enhances safety and efficiency.
Technical Parameters Table for Brazing Copper T-Pipes with Induction Heating
| Parameters | Description |
|---|---|
| Power Supply | 3-phase, 380–480V AC, 50/60 Hz |
| Power Output Range | 5 kW – 50 kW (depending on pipe size and production rate) |
| Frequency Range | 10 kHz – 500 kHz (application-specific for optimal heating of copper) |
| Brazing Temperature Range | 650°C – 850°C |
| Heating Speed | 10 seconds – 60 seconds (depending on pipe size and joint configuration) |
| Workpiece Size (T-pipe diameter) | 15 mm – 100 mm (customized coil design required for larger diameters) |
| Induction Coil Type | Custom-designed copper induction coil for uniform heating around the T-joint |
| Heating Zone Accuracy | Localized heating with precision targeting of brazing joint |
| Control System | PLC-based with temperature feedback and programmable brazing cycles |
| Temperature Control Accuracy | ±5°C |
| Material Compatibility | Copper and copper alloys |
| Cooling Method | Water-cooled induction coil system |
| Machine Dimensions | 800x600x1200 mm (portable options available) |
| Machine Weight | ~100–500 kg, depending on power ratings |
| Efficiency | >90% energy efficiency |
| Brazing Material (Filler) | Silver-based filler metal (Ag-Cu-Zn alloy) or phosphorus-based filler for copper joints |
| Safety Features | Over-temperature protection, over-current protection, and emergency stop |
| Fixture System | Mechanical or pneumatic clamping to hold T-pipes securely during brazing |
| Cycle Time (per joint) | Approximately 30–90 seconds, depending on material thickness and T-joint geometry |
| Production Rate | Up to 100 T-pipes/hour for smaller sizes and automated setups |
| Automation Options | Manual, semi-automated, or fully automated processes available |
| Cooling Time (Post-brazing) | Air-cooled or water-assisted cooling system for faster cycle times |
| Integrated Features | Real-time temperature monitoring, data logging, and process traceability |
| Environmental Conditions | Operating temperature: 0°C – 45°C |
| Standards Compliance | ISO, CE, and RoHS-compliant |
Expert Safety Tips for Induction Brazing
Safety should always be a priority. Here are some critical precautions for brazing copper T-pipes with induction heating:
- Wear Adequate PPE: Always use gloves, safety glasses, and heat-resistant clothing.
- Ensure Good Ventilation: Use a fume extractor to minimize inhalation risks.
- Avoid Flammable Materials: Clear the workspace of any flammable items, and keep a fire extinguisher nearby.
- Inspect Equipment: Regularly check induction systems for damaged cables or loose connections.
- Train Personnel: Provide comprehensive training to ensure all team members understand safety protocols.
By following these measures, you can avoid accidents and maintain a safe work environment.
Troubleshooting Common Induction Brazing Issues
Like any specialized technique, induction brazing can present challenges. Here’s how to resolve common issues:
- Uneven Heating: Reposition the coil for uniform heat distribution, and use a thermal camera for monitoring.
- Overheating: Reduce power levels and pay close attention to temperature readings.
- Oxidation Issues: Ensure the joint is clean and use the right amount of flux.
- Weak Joints: Check for proper joint alignment and ensure the brazing alloy is melting and flowing completely.
Troubleshooting early and often can save you time and material in the long run.
Case Studies of Induction Brazing Success
Here are real-life examples of how induction brazing has revolutionized copper pipe handling:
- Improved Reliability: An HVAC company saw a remarkable 40% reduction in joint failure rates after making the switch to induction brazing. This advancement not only improved overall system reliability but also significantly reduced maintenance costs and downtime.
- Time Savings: A plumbing project was completed 25% faster thanks to the precision and efficiency that induction brazing offers. By heating the joints quickly and evenly, the team was able to streamline their process while maintaining high-quality results.
- Problem Solving: A technician successfully repaired a hard-to-reach commercial pipe joint using portable induction brazing equipment. This innovative approach eliminated the need for a costly and time-consuming disassembly, saving both time and resources for the client.
- Enhanced Training: A technical training institute integrated induction brazing into their curriculum, cutting material waste by 50% and significantly improving student proficiency. The precise control and safety of the equipment allowed students to practice more effectively, preparing them for real-world applications.
These examples highlight how induction brazing elevates performance across industries.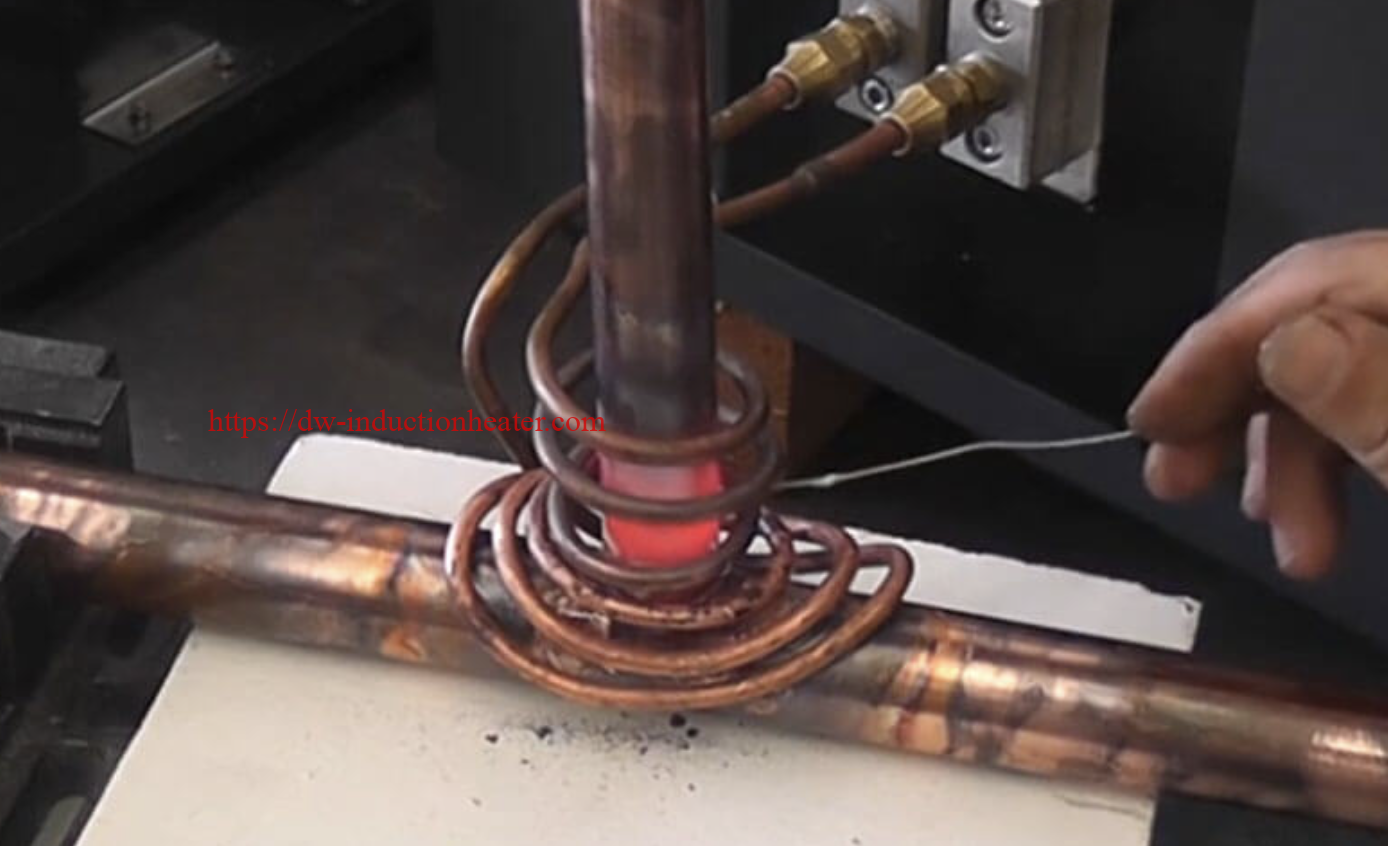
The Future of Induction Brazing in HVAC
Induction brazing is poised to become the standard for HVAC and plumbing professionals. With advancements in automation, real-time monitoring, and energy-efficient systems, the technology continues to evolve. For technicians and businesses aiming to stay ahead of the curve, mastering this technique is not just an option—it’s a necessity.
By adopting induction heating, you’ll improve the quality, consistency, and overall efficiency of your work.
Start Brazing Smarter Today!
By now, it’s clear that induction brazing offers unparalleled advantages for copper T-pipes, from precision to safety. Whether you’re upgrading your tools, exploring new techniques, or looking to solve recurring brazing challenges, induction brazing is your go-to solution.
Are you ready to take the leap? Invest in the right induction systems and start brazing smarter today. Your next perfectly sealed joint is just a click away!