
induction hardening steel handheld stamps
Objective
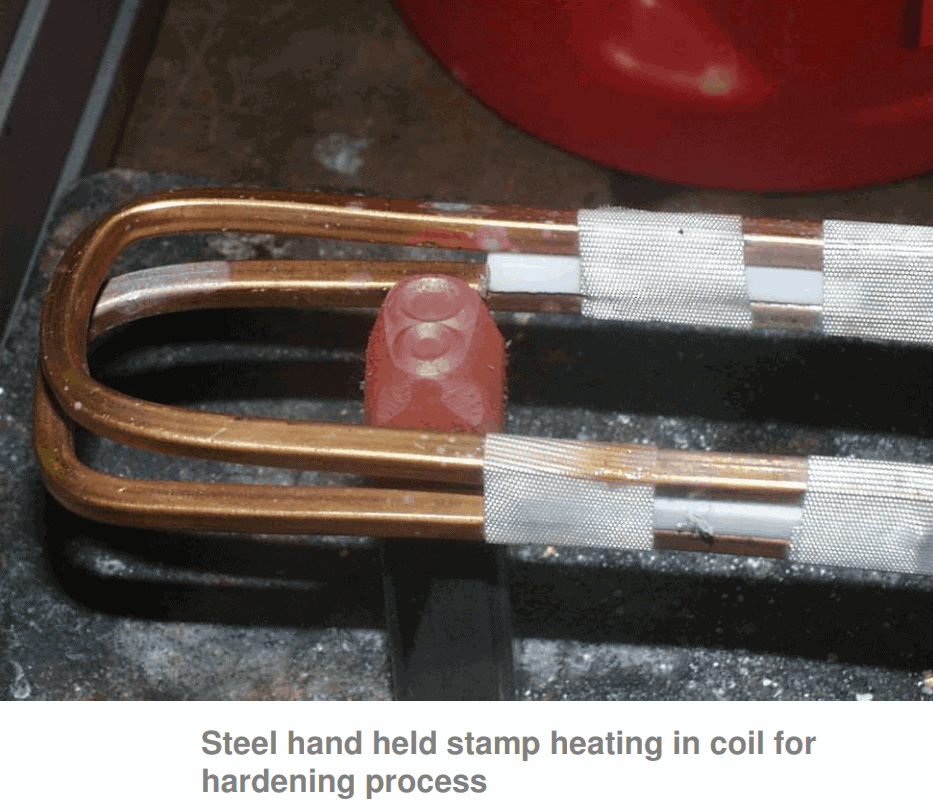
Induction hardening various size ends of handheld marking stamps.
The area to be hardened is 3/4” (19mm) up the shank.
Material : Steel stamps 1/4” (6.3mm), 3/8” (9.5mm), 1/2” (12.7mm) and 5/8” (15.8mm) square
Temperature :1550 ºF (843 ºC)
Frequency 99 kHz
Equipment • DW-HF-45kW induction heating system, equipped with a remote workhead containing eight 1.0µF capacitors for a total of 2.0µF
• An induction heating coil designed and developed specifically for this application.
 Induction Hardening Process:
Induction Hardening Process:
A two turn channel coil is used to cover the range of steel stamps being heated. The 5/8” steel stamp is heated for 60 seconds to reach 1550 ºF (843 ºC) and the desired hardness. Smaller parts will also heat easily.
Results/Benefits
Induction heating provides:
• Faster process time and production rates
• Hands-free heating that involves no operator skill for manufacturing
• Controlled precise application of heat
