
Induction Hardening Steel Pipe Surface
Induction Hardening steel pipe surface segments
Objective: Induction hardening is used in a process to harden a steel pipe segment to improve wear-resistance
Material: Steel pipe segments: 1.6” (40 mm) outer diameter, 0.125” (3 mm) wall 2” (50 mm) tall
Temperature: 1832 ºF (1000 ºC)
Frequency: 88 kHz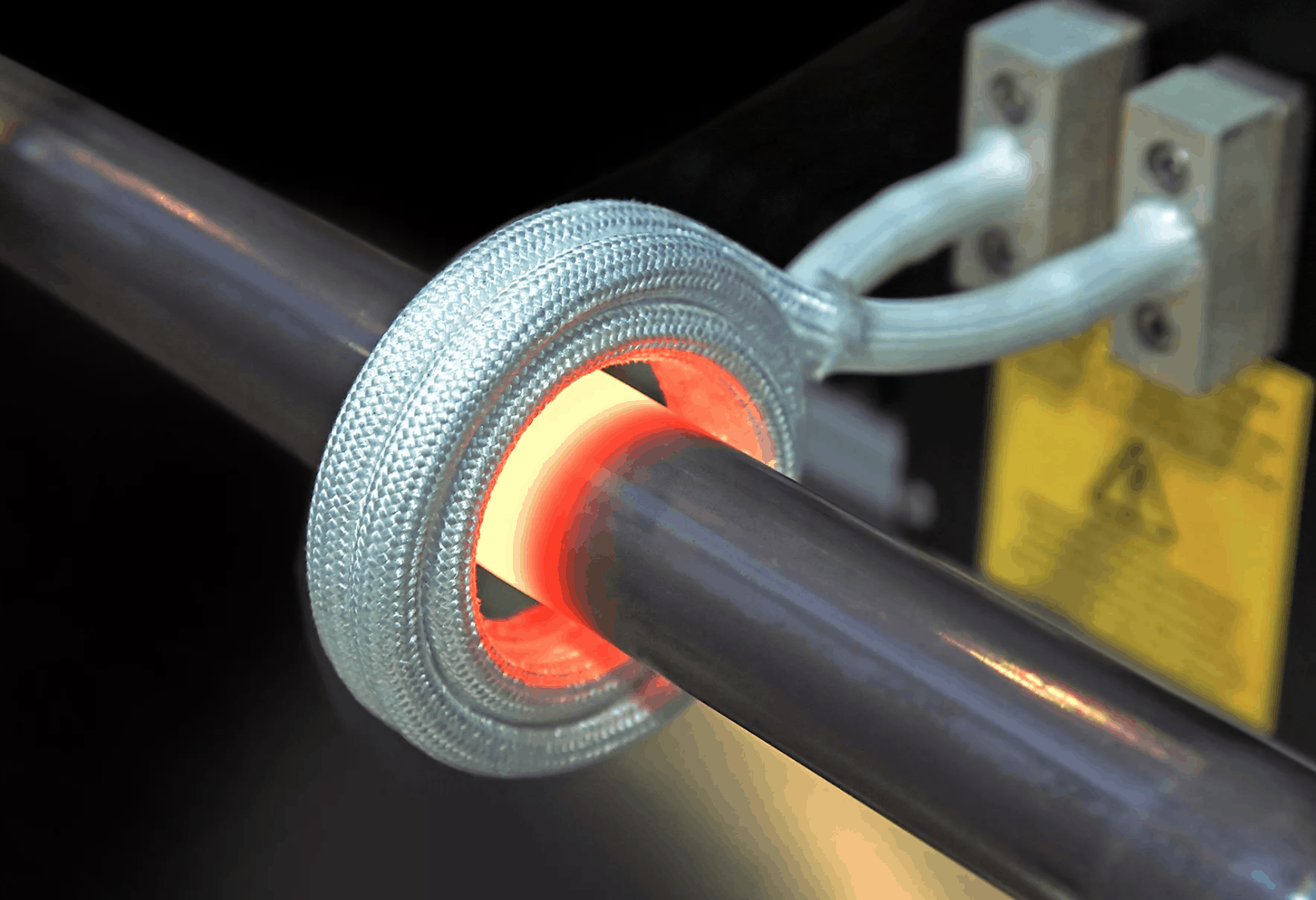
Induction Heating Equipment: DW-UHF-30 kW, 100kHz induction heating system, equipped with a remote workhead containing four 2.0 μF capacitors for a total of 2 μF
– An induction heating coil designed and developed specifically for this application to cover the range of wire
diameters.

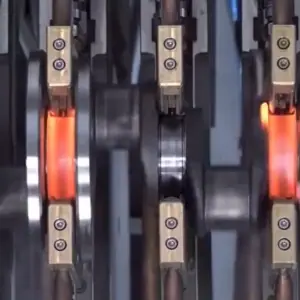
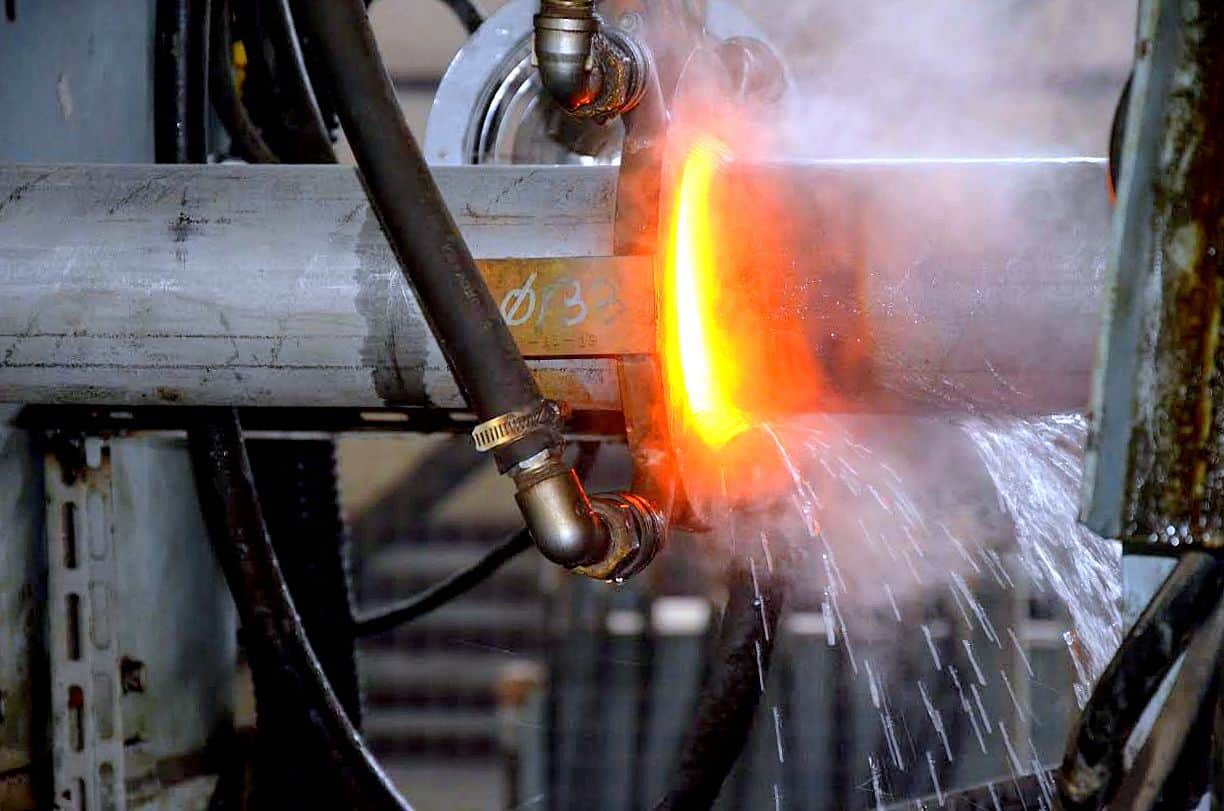
Induction Heating Process: A five-turn helical coil is used to heat the steel sleeve. The distance between the coil turns is adjusted to provide uniform heat to the steel part. The parts are quenched in a 7% polymer quench following the heat cycle to achieve a hardness of RC40.
Induction Heating Narrative: Disappointed with low quality levels in a previously outsourced process, the customer uses induction to bring the heat treatment and the control of the end-product quality in-house.
Results/Benefits Induction heating provides:
– heat directly into the part, saving energy and time
– precise control of heating
– even distribution of heating along the part
– faster production rates & increased production
– a flameless process