


induction Hardening Steel Cam Assembly
induction Hardening Steel Cam Assembly
Objective : Induction hardening the perimeter of ¼” thick steel cam assemblies
Material: ¼” thick steel cam assemblies of varying geometries
Temperature : 1650 ºF (900 °C)
Frequency : 177 kHz
Equipment

DW-UHF-10kW induction heating system, equipped with a remote heat station containing one 1.0µF capacitor and an induction heating coil designed and developed specifically for this application
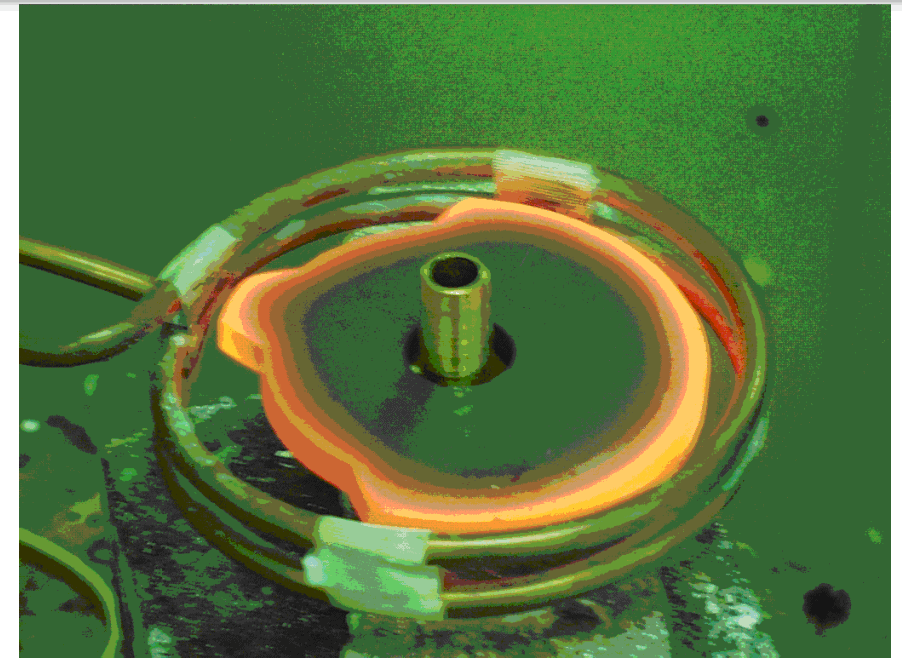
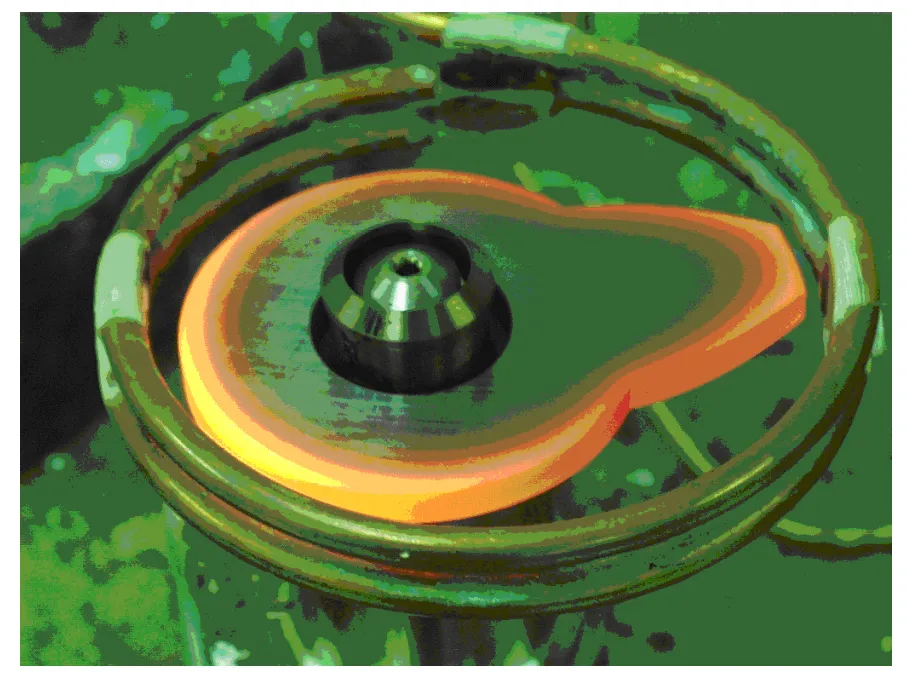
Process
A two-turn helical coil is used to heat the cams. The heat time varies from 120-150 seconds. After heating, the parts are quenched in water.
 Results/Benefits
Results/Benefits
Induction Hardening the cam outer surfaces with induction results in:
• uniform heating for uniform results
• one coil can be used for many geometries
• consistent results from piece to piece
There are thousands of highly successful induction hardening machines that produce millions of parts supplied to various industry segments. Among the components that routinely undergo induction hardening (IH) are such parts as camshafts, crankshafts, gears, sprockets, transmission shafts, ball studs, pins, toothed racks, wheel spindles, bearing races, fasteners, working tools, track shoes for earth-moving machines — the list is essentially endless. As an example, Figure shows a small array of geometries that are routinely induction hardened.




