
Induction Forging Steel Strip
Induction Forging Steel Strip With Induction Heating System
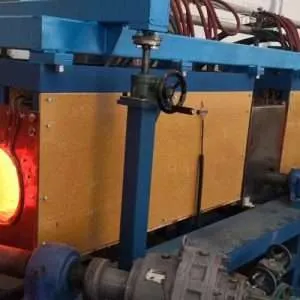
Objective To heat a strip of 1025 steel to 1800 ºF prior to a forging process for the production of horse shoes. Presently, blanks are cut and heated in a gas fired oven and then forged in the press. With an induction coil in place, the steel would be fed continuously from a roll through the induction coil and into the forging press. In order to meet the increased production rate, heating of the 13″ steel section must occur within 10 seconds.
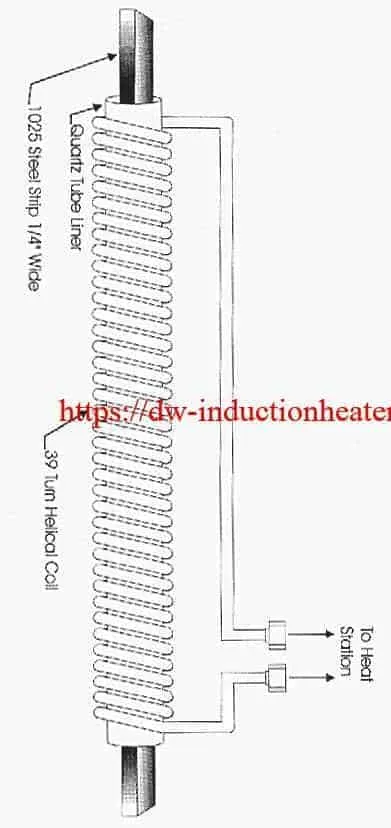
Material 1025 Steel strip approximately 3/4″ wide and 1/4″ thick.
Temperature 1800 ºF
Frequency 50kHz
Equipment DW-HF-60kW output solid state induction power supply including a heat station with a total capacitance of 0.5 μF.
Process The Ameritherm 40 kW output solid state induction power supply was found to efficiently achieve the following results: Results • 1800 ºF was reached in 10 seconds.
• The production rate of 1 part every 5-10 seconds was met.
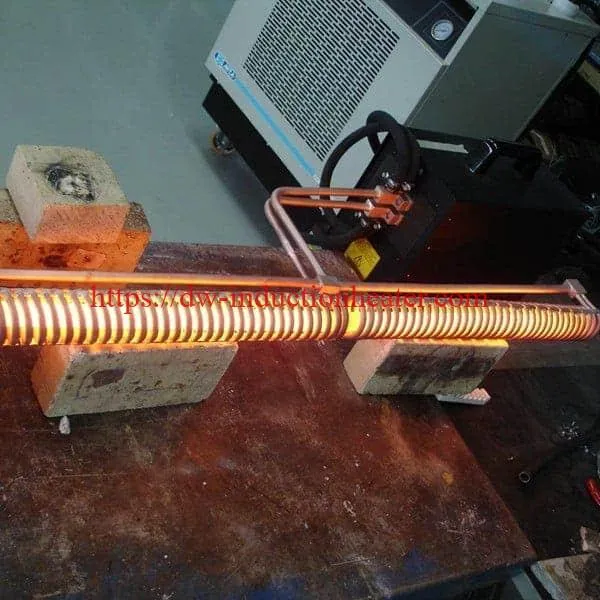
• The above results were achieved through the use of a 39 turn helical style work coil measuring 1 1/2″ ID and 11 1/2″ OAL.