Induction Annealing Brass Contact
Induction Annealing Brass Contact For Crimping With RF Heating System
Objective To anneal a small area of an electrical contact for crimping
Material Brass female spade electrical contact with single transverse loop at end 0.5”(12.7mm) long, 0.25” (6.3mm) wide and 0.03” (0.8mm) thick, 1000ºF (538ºC)heat paint
Temperature 1000ºF (538ºC)
Frequency 310 kHz
Equipment • DW-UHF-10kW induction heating system, equipped with a remote workhead containing two 1.0μF capacitors for a total of 0.5 μF

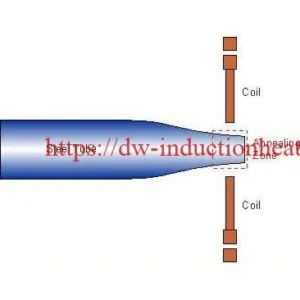
• An induction heating coil designed and developed specifically for this application.
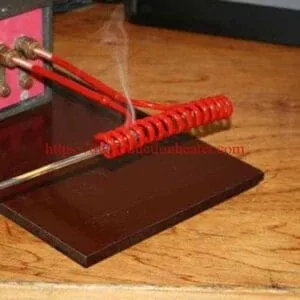
Process A one turn hairpin coil is used to heat the electrical contact to 1000ºF (538ºC) in 1.5 seconds. The contacts are in strips at 0.75” (19mm) centers and will run continuously at a rate of 50’ (15.24m) per minute.
Results/Benefits Induction heating provides:
• Hands-free heating that involves no operator skill for manufacturing
• Pinpoint accuracy
• Consistent results