
Induction Heat Staking for Spring Wire and Nylon Powder
Heat staking involves using induction heating in processes where plastics change state from solid to liquid. One common use for this application is press fitting a metal part into a plastic part. The metal is heated using induction to a temperature greater than that of the plastic reflow. In some cases the metal may be pressed into the plastic before heating occurs; or the metal may be heated before being pressed into the plastic, causing the plastic to reflow as the part is pressed in (also known as plastic reflowing). Induction heating can also be used in plastic injection molding machines. Induction heating improves energy efficiency for injection and extrusion processes. Heat is directly generated in the barrel of the machine, reducing warm-up time and energy consumption.
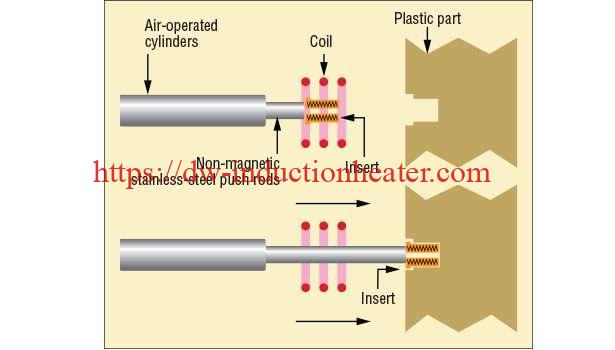 Metal-to-plastic insertion involves heating a threaded metal insert to a temperature above the plastic reflow point and pressing it into the plastic part. The process requires fast, precise, repeatable heating. Softening of the internal threads is the result of long heating processes.
Metal-to-plastic insertion involves heating a threaded metal insert to a temperature above the plastic reflow point and pressing it into the plastic part. The process requires fast, precise, repeatable heating. Softening of the internal threads is the result of long heating processes.
Induction heating provides precise heat control to ensure a consistent result, with high-quality results. Equipment can be programmed for a specific power level and heating time, removing operator variability, and improving repeatability of the process.
 Objective: To heat the ends of 0.072″ spring wire, spaced 1/2″ apart, uniformly for the application of nylon powder on a 1″ length of the end. Once heated to 7000F, the nylon powder fuses to the wire creating a protective coating. Underwires have a past history of poking through the supportive garment and scratching the wearer. By adding a protective nylon coating at the ends of the wire form, this uncomfortable situation is avoided.
Objective: To heat the ends of 0.072″ spring wire, spaced 1/2″ apart, uniformly for the application of nylon powder on a 1″ length of the end. Once heated to 7000F, the nylon powder fuses to the wire creating a protective coating. Underwires have a past history of poking through the supportive garment and scratching the wearer. By adding a protective nylon coating at the ends of the wire form, this uncomfortable situation is avoided.
Material: Spring Wire and Nylon Powder
Temperature: 370 ℃
Application: The DW-UHF-6KW-III output solid state induction heating power supply along with a unique five (5) turn elongated helical coil was used to achieve the followingresults:
— 370 ℃ was reached with a twelve (12) second machine cycle.
— A uniform coating was produced as a result of even heating due to the unique five (5) turn elongated helical coil.
— Twelve (12) wire samples were heated simultaneously in the unique work coil.
Equipment: DW-UHF-6KW-III output solid state induction power supply including one (1) remote heat station containing two (2) capacitors with a total value of 0.66 µF, and a unique five (5) turn elongated helical coil measuring 2 1/2″ wide, 8 1/2″ long, and 2 3/4″ tall with the lower two turns angled down at the ends.
Frequency: 258 kHz
