
Induction Brazing Coils
Induction Brazing Coils
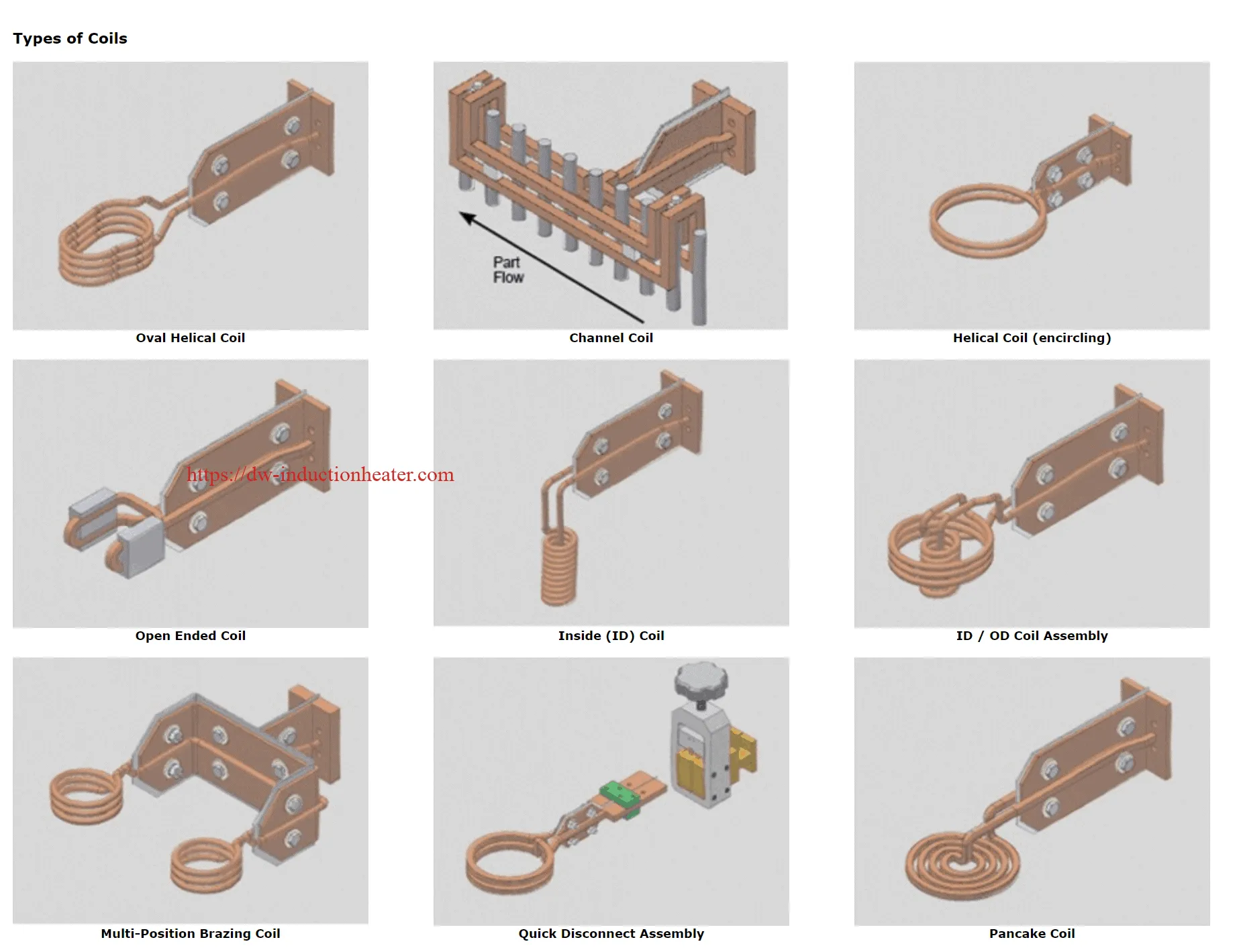
No matter what shape, size, or style induction coil you need, we can help you! Here are just a few of the hundreds of coil designs we have worked with. Pancake coils, helical coils, concentrator coils…square, round and rectangular tubing…Single-turn, five-turn, twelve-turn…under 0.10″ ID to over 5′ ID…for internal or external heating. Whatever your requirements, send us your drawings and specifications for a prompt quotation. If you’re new to induction heating, send us your parts for a free evaluation.It is the induction coil complimented by the correct tooling that very often dictates the success or failure of the entire system.
Induction Heating Coil Design
Fabricated from highly conductive copper tubing or plate, the induction heating coils design is influenced by the application, the selection of frequency, power density and heat time. The purpose of the induction coil is to create a magnetic flux pattern to generate a current path in the work piece to selectively heat the area of the assembly to be brazed.

The Induction coil must be correctly positioned on the assembly allowing the required heating to be accomplished. The air gap or coupling space between the work piece and the inside of the coil should be minimized for reasons of efficiency. Typical design gaps of 0.125 inch (3.175 mm) to 0.250 inch (6.350 mm) are reasonable for brazing with a helical coil.
Irregularly shaped sections may need additional clearances which require additional power to overcome these poor coupling efficiencies. These cases include situations where a round coil with a large air gap or a non-encircling coil is needed to access the braze area.
The area to be heated determines the length of the induction coil. An induction coil that is too short will require a longer heating time to allow the heat, by conduction, to cover the area. An induction heating coil that is too wide will heat more metal than necessary, and therefore be less efficient. HLQ Induction Heating Machine Co has many special designs of inductors for localized heating, and coils that heat efficiently without surrounding the work piece.
Fabricated from highly conductive copper tubing or plate, the induction coil’s design is influenced by the application, the selection of frequency, power density and heat time. The purpose of the induction coil is to create a magnetic flux pattern to generate a current path in the work piece to selectively heat the area of the assembly to be brazed.
The induction coil must be correctly positioned on the assembly allowing the required heating to be accomplished. The air gap or coupling space between the work piece and the inside of the coil should be minimized for reasons of efficiency. Typical design gaps of 0.125 inch (3.175 mm) to 0.250 inch (6.350 mm) are reasonable for brazing with a helical coil.
Irregularly shaped sections may need additional clearances which require additional power to overcome these poor coupling efficiencies. These cases include situations where a round coil with a large air gap or a non-encircling coil is needed to access the braze area.
The area to be heated determines the length of the induction coil. An induction coil that is too short will require a longer heating time to allow the heat, by conduction, to cover the area. An induction coil that is too wide will heat more metal than necessary, and therefore be less efficient. HLQ induction heating Co has many special designs of induction coils for localized heating, and coils that heat efficiently without surrounding the work piece.
Induction Heating Coil Design and Basic Design
induction heating coils design