
induction heating stainless steel wire cable
Objective
Induction Heat stainless steel cable made from stranded wire with induction for stress relief. Heating is performed while the cable is static to determine the required power needed to meet the customer’s listed production rate of 1,000 ft/hour (305 m/hr).
 Equipment
Equipment
DW-UHF-4.5KW induction heater
Materials
• Austenitic stainless steel cable
• Test 1 – Cable #2024, OD: 0.025″ (0.64 mm)
• Test 2 – Cable #2019, OD: 0.018″ (0.46 mm)
Test 1
Key Parameters
Power: 4.03 kW
Temperature:
(a) 950°F (510°C)
(b) 1200°F (648°C)
(c) 1500°F (815°C)
Time:
Static heating 5.5″ (14 cm) of cable:
(a) 3 seconds
(b) 4 seconds
(c) 7 seconds
Test 2
Key Parameters
Power: 4.03 kW
Temperature:
(d) 950°F (510°C)
(e) 1200°F (648°C)
(f) 1500°F (815°C)
Time:
Static heating 5.5″ (14cm) of cable:
(d) 2 seconds
(e) 4.2 seconds
(f) 8.8 seconds
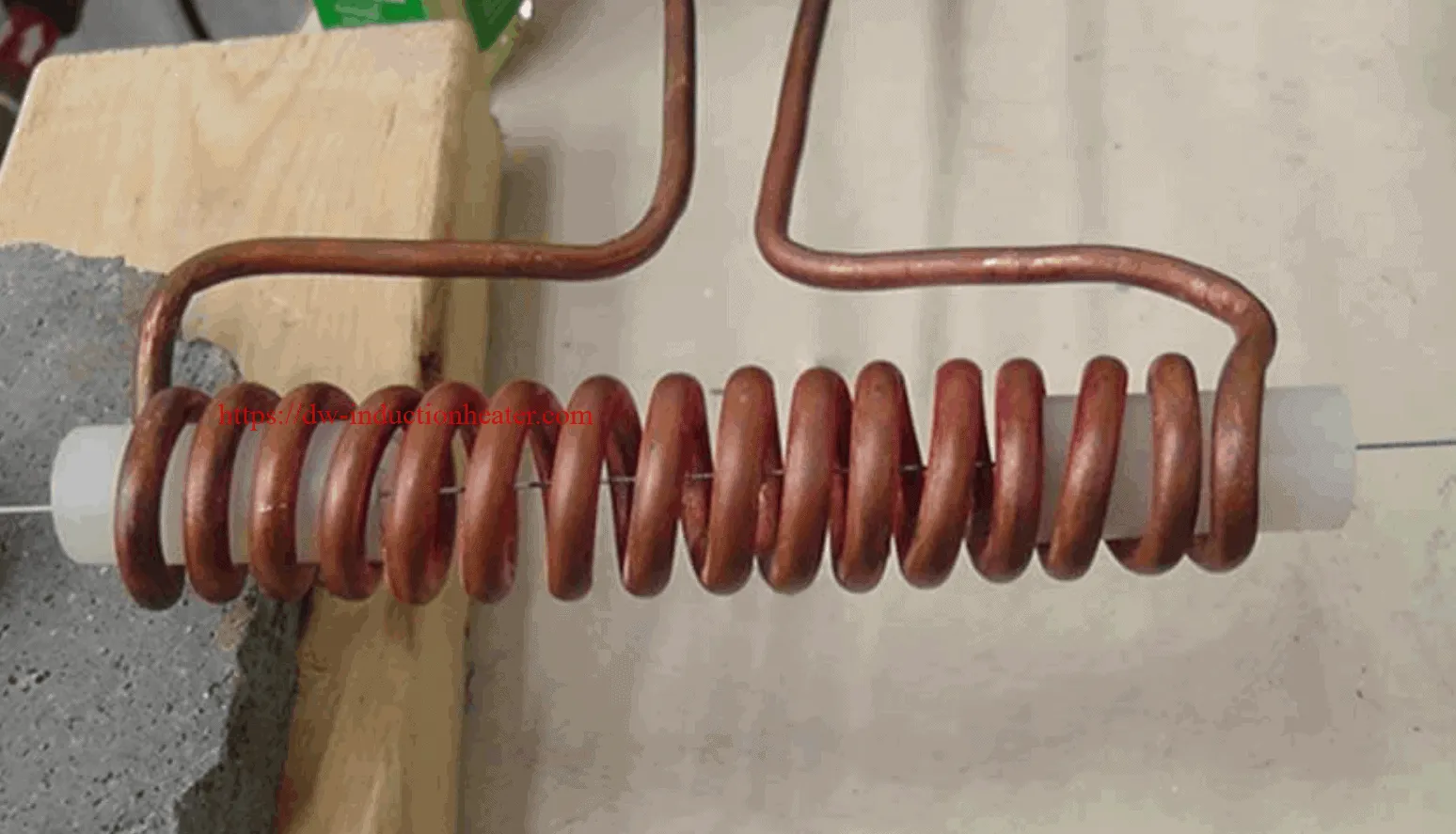
Process:
Static heat tests: the wire was maintained at a fixed position, under tension, in the coil for all tests. Induction heat was applied until the desired temperature was achieved.
Results/Benefits:
- Cable #2024 can be heated to the specified temperature of 900-950°F at the rate of 1000ft/hr (305 m/hr). Cable #2019 can be heated with the same power supply and coil arrangement at a lower line speed estimated to be 825 ft/hr (251m/hr).
- A system with a higher kW power output can meet the needs of 1000ft/hr (305 m/hr) rates at the higher temperature requirements.
